製品情報
商品コード:328211
型式:PDC210


内槽
構造図
研究開発に最適な小型タイプ
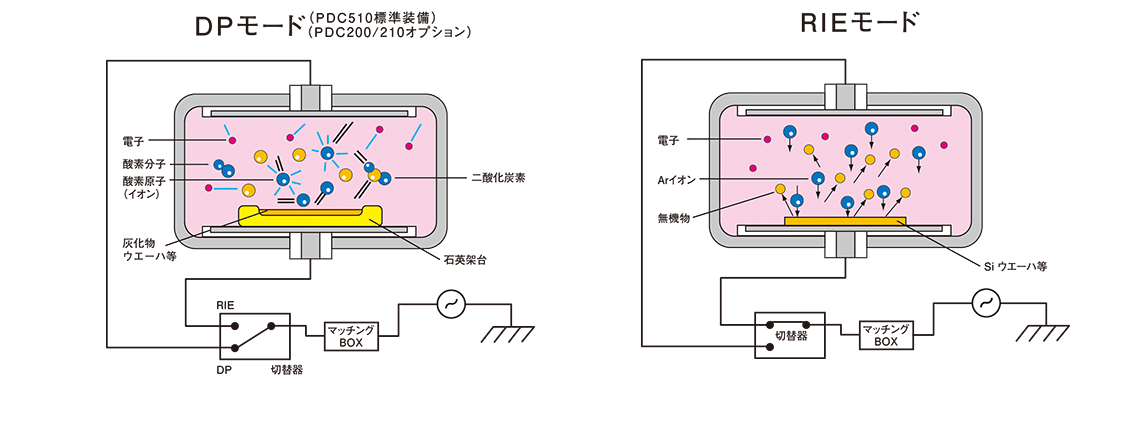
RIEモード・DPモード(PDC510標準装備・PDC200/210オプション)を搭載しています。
プラズマは均一性に優れた平行平板の電極構造を採用しています。
操作が簡単なタッチパネル方式を使用し、データ取りも容易です。
ゼロ点安定性真空計を搭載しています。
●CSP、BGA、COB基板のプラズマ処理
●有機膜、金属酸化膜の除去
●プリント基板のドライクリーニング
●界面活性処理
●LED組み立て
| 商品コード | 328211 |
|---|---|
| 型式 | PDC210 |
| プラズマモード | RIE(DPモードオプション) |
| 電極構造 | 平行平板(電極間固定) |
| 高周波出力 | MAX.500W |
| 発振周波数 | 13.56MHz 水晶発振 |
| 制御・表示(計器) | 液晶タッチパネル |
| ステージ寸法 | 幅250×奥行170mm |
| チャンバー材質 | アルミ製 |
| 反応ガス | 2系統(アルゴン、酸素) |
| パージガス | 窒素、またはドライエア |
| 反応ガス流量制御 | マスフローコントローラ |
| 真空ポンプ | ロータリー真空ポンプ(約345L/分)標準装備 |
| ガス導入口 | 反応ガス2個、パージ1個 |
| 内寸法(幅×奥行×高さ) | 400×250×150mm |
| 外寸法(幅×奥行×高さ) | 540×600×600mm |
| 電源容量 |
三相 AC200 50/60HzV
6A
ブレーカ容量および電源設備容量 16A。電源プラグは付属しません。 |
| 重さ | 105kg |
| 価格(税抜) | 10,408,000円 |
必要です。
詳細は下記ページをご参照ください。
≫ 高周波利用設備許可申請について
東京都所在の弊社門前仲町別館 1階試験室に設置されています。
門前仲町別館 所在地情報
https://www.yamato-net.co.jp/company/location/
サンプルテストやデモンストレーションのお申し込みは弊社WEBサイト受託試験お申し込みフォームから直接ご連絡戴くか、最寄りの弊社営業拠点或いは販売代理店にご連絡下さい。
受託試験お申し込みフォーム
https://www.yamato-net.co.jp/support/trustee/form/
※プラズマ装置の受託試験は現在中断致しております。
ご購入検討のサンプルテストまたはデモンストレーションのみの受付となります。
ヤマト科学営業拠点一覧
https://www.yamato-net.co.jp/company/location/
販売代理店網
https://www.yamato-net.co.jp/company/agency/
反射波がアラーム条件設定値を超えた際に発動するアラームです。
デフォルト値は20Wです。
まずはステージ上に導電物質を置いている場合、ステージとチャンバー外壁両方に触れていたら、電源を切ってから離し再度立ち上げて復旧するか確認下さい。
復旧しない場合、高周波出力・ガス種・ガス流量を大きく変更するかモード変更を行っていたら、下記の方法でマッチング調整を行って下さい。
この操作は整合(マッチング)がうまく取れない場合、またはチャンバ内の負荷が整合範囲に入らない時に行う操作です。
高周波出力は負荷に対して必ず整合(マッチング)を取る必要があります。
整合が取れていませんと反射波が大きくなり負荷に対して有効に出力が伝わらないばかりでなく、高周波電源の故障原因となりますので注意してください。
側板を外した状態は高周波の配線が露出していますので、それらに触れないよう十分注意して行って下さい。
1.左側板を外し、インターロックスイッチを解除します。
2.オートチューニング調整スイッチの VC1 ・ VC2 モータースイッチを DOWN 側に倒してください。
3.AUTO / MANUAL 切替スイッチ( VC1 ・ VC2 )を MANUAL 側に倒してください。約 5 ~ 10 秒間モーターの駆動音がします。
4.AUTO / MANUAL スイッチを AUTO 側に戻します。
5.VC1 ・ VC2 モータースイッチはそのままの位置にしておいてください。
6.この状態でプラズマ照射をして、マッチングが取れるか確認してください。
7.以上の作業が終了したら、インターロックスイッチのノブを元に戻した後、側板扉を元のように取り付けてください。
詳細は取扱説明書をご参照下さい。
1.非常停止ボタンが押し込まれていませんか。
ブレーカーを切り、非常停止ボタンをひねって押される前の状態にし、ブレーカーを入れ直して下さい。
2.側面の板を外しませんでしたか。
ブレーカーを切り、側面の板が浮いていたら取付けビスを締め直してしっかり固定し、ブレーカーを入れ直して下さい。
下記処理条件にて試験を行い、ソルダレジストや周囲に変色等が無いことを確認して下さい。
・高周波出力 :200~300W
・プロセスガス :アルゴン
・ガス流量 :15cc/min
・処理時間 :15~60秒
処理条件は一旦出力は高い方、時間は長い方から試験を行い、一次評価としては接触角計等の濡れ性で評価し、その後ワイヤボンディングを実際に行い未処理品との強度の違いを確認して下さい。
尚PDC510はPDC200・PDC210と比較してステージ寸法が大きい為、若干処理効果が出辛い傾向にありますので、高周波出力は高めに設定して下さい。
装置左下の側板を外しますと、前面側に銅板とガラエポ絶縁体をH型に組み合わせた電極がプラスネジ4点で固定されています。
アクリルカバーを取り外し4点のネジを外すと電極が外れますのでH型を横向きに変える事で高周波の配線が下部電極から上部電極に結線されDPモードとなります。
電極部は高電圧が掛かる場所ですので、作業前に必ず建物側及び装置のブレーカーをOFFにして下さい。
可能です。
但し部品コードはありませんので、必要な部品と装置型式をご指定の上、本体をご購入いただきました販売窓口担当者あるいは弊社WEBサイトのお問合せフォームからお見積りをご依頼ください。
真空ポンプと真空配管は付属しています。
ただし油回転真空ポンプのスタンダードタイプが標準付属仕様となるため、耐食性タイプやドライタイプへの変更が必要な場合は別途お見積りとなります。
NW25フランジとなっています。
焦げた部分に出っ張りなどがあった場合は異常放電を起こした可能性があります。
ガラスなどの絶縁物質をステージ上に敷いて、異常放電を防げるか試してください。
基板などが完全に4つのビスの穴を覆ってしまえれば問題はありません。
ビスの穴が一部露出しているとイオンの方向性が定まらず裏面などにも処理効果が出てしまう可能性があるため、ビスの穴を覆えない寸法の処理対象物はビスの穴の上を外した位置に配置してください。
パージガスのガスボンベが規定圧力で供給されていない可能性があります。
ガスボンベの元栓が閉まっていれば開けてください。
二次圧が0.1MPaを下回っていれば、二次圧を上げるバルブを絞って圧力を上げてください。
二次圧を上げるバルブを絞っても二次圧が上がらない場合は一次圧を確認し、ボンベが空になっていたら交換してください。
上記を確認し問題無ければ購入戴いた販売窓口担当者に連絡し、点検修理をご依頼ください。
真空ポンプ自体の排気経路にはオゾンの発生源となるものが無いので、装置の構造上オゾンが排気口から排出される可能性は考えられません。
吸気側につながっている装置からオゾンが発生している場合は本回答の適用外となりますのでご注意下さい。


ヤマト科学の全製品、及び一部取り扱いメーカーの製品カタログです。

製品に関するお問い合わせや資料請求、またその他あらゆるお問い合わせやご意見等、こちらからご送信いただけます。